English
English  Русский
Русский  العربية
العربية Elektrostatik toz boya ile çift kat boyama risk faktörleri ve çözümleri ile ilgili bilgileri sizler için hazırladık.
Malzemenin İyi Topraklanmaması
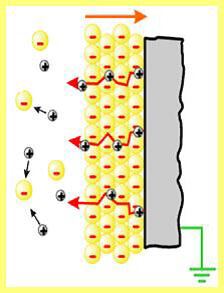
Geleneksel elektrostatik toz boya uygulaması büyük miktarda negatif yükün malzemeye geçmesine sebep olur. Eğer fazla olan elektronlar verimli bir şekilde topraklanmazsa boyanan yüzey negatif yüklenerek püskürtme tabancasından gelen negatif yüklü toz boya taneciklerini iter. Bu sebeple iyi bir topraklama yapılmazsa iyi bir yüzey görünümüne sahip kalın bir kaplama elde edilemez. Sürtünme ile yükleme yapılan toz boya uygulamasında toz boya tabancadan pozitif yüklü olarak çıkar, bu da yetersiz sayıda elektron olması anlamına gelmektedir.
- Toz boyanın malzeme yüzeyine yapışması için topraktan elektron çekilerek toz boyanın nötralize edilmesi gerekir. Eğer bu işlem hızla gerçekleşmezse kaplanan yüzey pozitif yüklenir ve tabancadan çıkan toz boya taneciklerinin yüzeye yapışmasını engeller. Bu olay yüksek voltajlı ekipman kullanımında olduğu gibi gerekenden ince film kalınlıkları ile sonuçlanır.
- Yetersiz topraklama kaplanan malzemenin askı yerlerinde hiç ve yetersiz boya birikmesi ile anlaşılabilir.
Püskürtme Ekipmanlarının İyi Topraklanmaması
Tesisin güvenliğini sağlamak için püskürtme ekipmanlarının püskürtme kabinlerinin ve ilgili ekipmanların topraklanması şarttır. Bu sayede yüksek voltaj boşalmaları ve sonucunda oluşan elektrik kıvılcımları önlenebilir.
Sürtünme ile yükleme yapan ekipmanlarda başarılı bir uygulama için püskürtme tabancasının iyi bir şekilde topraklanması şarttır. Toz boya pozitif olarak yüklendiğinde alıkoyulan elektronlar topraklanmalıdır. Tabancalar etkin bir şekilde topraklanmazsa negatif yükler birikir ve toz tanecikleri yüklenmeden tabancadan çıkar.
Düşük Hava Kalitesi
Çalışma ortamındaki bağıl nem püskürtme verimliliği için son derece önemlidir. İdeal bağıl nem seviyesi %45-55 arasında olmalıdır. Bağıl nemin kontrol altında tutulması ile elde edilen iki avantaj toz boyanın daha çabuk malzeme yüzeyinde birikmesi ve malzemenin farklı bölgelerinde daha eşit film kalınlıklarına ulaşılmasıdır. Bağıl nem basit ve ucuz cihazlarla ölçülebilir.
Basınçlı Havanın Kalitesi
Toz boya uygulama ekipmanlarına sadece temiz, kuru ve basınçlı hava verilmelidir.
Basınçlı havanın kalitesi elektrostatik yüklemeyi ve toz boyanın malzeme yüzeyine transferini etkileyebilir. Kirli olan basınçlı hava kaplama yüzeyinde gözle görülür hatalar oluşmasına da yol açar.
Basınçlı hava yağ ve sudan arındırılmış ve olabildiğince kuru olmalıdır. Mekanik su/yağ ayırtıcılarına ek olarak kullanılan soğutucular basınçlı havadan nemin alınmasını sağlar. Soğutucu/kurutucuyu terk eden havanın 3 ºC veya daha düşük bir sıcaklıkta olması kuru ve uygulamaya uygun olduğunu gösterir.
Püskürtme Tabancasının Kullanım Pozisyonu
Tüm toz boya uygulamalarında havada asılı kalan toz boyanın malzemeye olabildiğince yakın olması gerekmektedir.
Toz tanecikleri ile malzeme birbirinden uzaklaştıkça aralarındaki elektrostatik çekim gücü aralarındaki mesafenin karesi kadar azalmaktadır. Bu da toz boyanın malzeme yüzeyine ancak birkaç santimetre uzakta olduğunda ona çekileceğini göstermektedir. Püskürtme tabancasının doğru pozisyona getirilmesi malzeme yüzeyinde biriken küçük ve büyük tanecik oranının kullanılmamış toz boyadaki gibi korunmasını sağlar.
Yanlış Askı Tekniği
Püskürtme verimliliğini arttırmak için malzemeleri konveyör hattı boyunca birbirlerine olabildiğince yakın asmak gerekir. Bu sayede geri dönüşüme giden toz boya miktarı azalır ve ince tanelerin toz boya rezervine geri dönmesi önlenmiş olur.
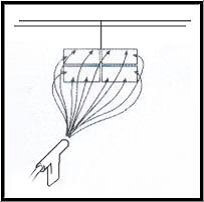
Tüm malzemelerde aynı film kalınlığına ulaşmak için arada bırakılan boşluklar malzemelerin boyutlarına göre aşağıda gösterildiği gibi ayarlanmalıdır:
- Aralardaki boşluklar çok az olunca malzemeler eşit kalınlıklarda boyanmamaktadır.
Yanlış Askı Tekniği
- Malzemelerin uygulama kalınlıkları aralarındaki mesafe arttırılarak eşitlenebilir.
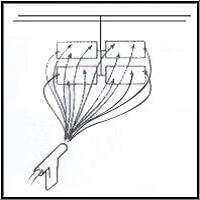
Doğru Askı Tekniği
- Küçük boyutlu malzeme daha sık yolları olan bir elektriksel alana maruz kaldığı için büyük malzemeye göre daha kalın film ile kaplanır.
- Konveyör boyunca benzer boyutlardaki malzemelerin yan yana asılması avantajlıdır.
- Malzemelerin konveyöre doğru biçimde asılmaları sürtünme ile yükleme yapan püskürtme sistemlerine göre geleneksel elektrostatik püskürtme uygulamalarında elde edilen başarıyı daha çok etkilemektedir.
Geri İyonlaşma
Toz Partikülleri parçadan kopar ve/veya birbirlerini itmeye başlar buda yüzeyde eşit olmayan partikül dağılımına sebep olur. Buna geri iyonlaşma denir.Geri iyonlaşmanın muhtemel sebepleri:
- Yüksek boya kalınlığı uygulanması,
- İkinci kat uygulaması – parça yüzeyi kaplanmış ve topraklamadan yalıtılmış olması,
- Tabanca voltajı çok yüksek (ikinci kat için voltaj düşür.),
- Boya uygulama süresinin çok uzun olması,
- Toz Boya çok ince-geri dönüşüm boyasının çok fazla olmasıdır.